螺旋板式换热器工程、选型与市场趋势指南
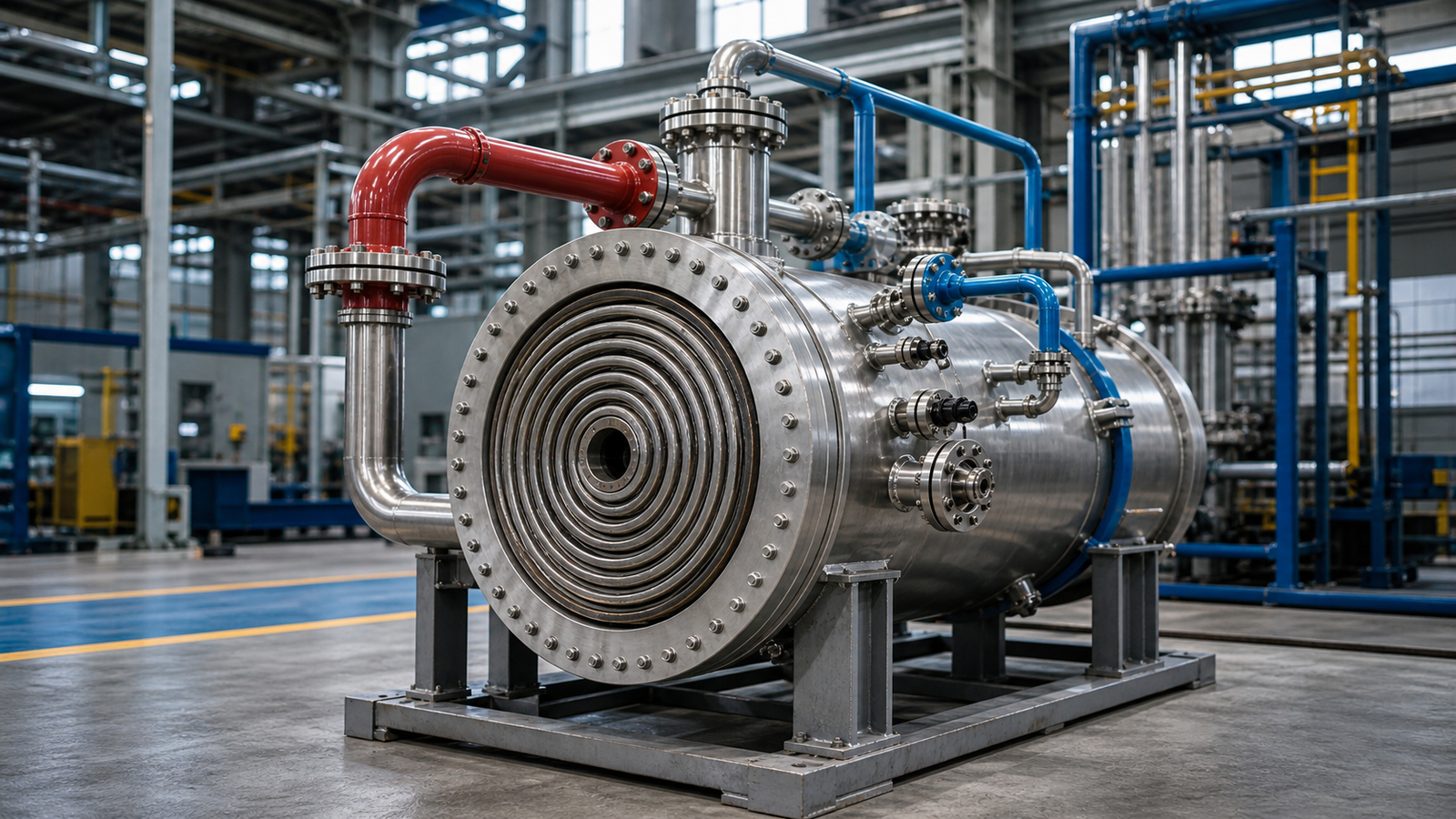
螺旋板式换热器看起来并不复杂:两张长金属板围绕中心卷制,形成两条相互隔离的螺旋通道。一侧流体从中心进入并向外流动,另一侧则按相反方向通过。最终形成的是一种紧凑的逆流换热器,其流动形态很难被传统管式设备完全复制。
这种几何结构解释了为什么螺旋板技术在近百年后仍然有价值。它尤其适合处理脏污、高黏度、含颗粒或易结垢介质。但同样因为结构特殊,制造质量也变得非常关键:一台螺旋板式换热器的可靠性,取决于成型、间距、焊接、密封和检验能否稳定受控。
从发明到工业平台
现代螺旋板式换热器通常可追溯到 20 世纪早期的瑞典 Rosenblad 技术体系。其早期价值主张很清楚:用紧凑设备替代笨重换热器,在提供强逆流传热的同时,更好地适应部分管束设备难处理的复杂介质。
后续的工业化过程,把螺旋板从一个巧妙几何结构变成了可重复制造的压力容器产品。随着时间推移,设备从早期不可拆、清洗困难的形式,逐步发展出更可维护的结构、更丰富的材料、更自动化的成型工艺,以及更受控的焊接方法。
螺旋流道为什么不同
在螺旋板换热器中,两侧通常各自沿一条连续通道流动。这不同于多根并联管束或窄板片通道,因为后者在介质含固体或黏度波动时更容易出现分配不均和死区。
弯曲通道会诱导二次流和壁面剪切。对清洁液体而言,这会强化传热;对易结垢流体而言,它还有助于保持颗粒悬浮,降低沉积物在低速区域堆积的倾向。这也是螺旋板常被用于炼油重质物料、浆液冷却、结晶液、废水浓缩、制浆造纸和高黏度工艺流体的原因。
制造质量才是核心差异
采购时最重要的问题,并不是供应商能否把两张板卷成螺旋,而是能否稳定重复通道几何、焊缝质量和密封质量。
关键制造因素包括:
- 通道间距:细小偏差也可能造成流速不均、局部结垢或压降异常。
- 定距柱或支撑件焊接:高度、熔深和分布会同时影响强度和流动行为。
- 边缘成型:平滑、稳定的边缘可以减少死区,并提升密封可靠性。
- 主焊缝质量:连续、低缺陷焊缝对承压完整性和防止串漏至关重要。
- 热输入控制:过高热输入会使薄板变形、削弱耐腐蚀性或引入残余应力。
成熟供应商通常会通过自动成型、受控焊接、检验程序和运行数据来降低这些风险。低成本供应商也可能做出可用设备,但采购方应根据工况严苛程度判断,不能把所有螺旋板换热器视为同一等级。
螺旋板与管壳式如何比较
这个问题并不是简单判断谁更先进。管壳式换热器在超高压、清洁介质、维护要求简单或预算敏感场景中仍然很有竞争力。螺旋板式换热器更适合解决结垢、占地、热回收或复杂液体流动问题。
螺旋板的典型优势包括结构紧凑、热效率高、逆流路径长,以及对某些脏污或黏性介质更友好。其典型限制则包括制造要求高、设计更依赖项目工况,以及在极端高压场景下未必能替代重型管式设备。
对很多工厂来说,生命周期成本才是决定因素。螺旋板设备初始采购价可能更高,但如果它能延长清洗周期、减少非计划停机并保持热回收效率,总运行成本反而可能更低。
哪些工况更适合螺旋板
更适合考虑螺旋板的场景包括:
- 炼油和石化行业中的重质烃类或含固体流体。
- 制浆造纸及含纤维工艺液。
- 有结垢倾向的废水和蒸发浓缩工况。
- 矿物加工浆液与湿法冶金液体。
- 空间受限的紧凑型热回收项目。
- 需要焊接结构的贵重或危险介质。
不太适合的场景包括超高压工况、极其清洁且更适合低成本方案的公用工程介质,或压降要求远高于传热强度的流程。
竞争格局与中国市场方向
国际品牌在设计数据、制造流程和服务经验方面有长期积累。它们的优势不只是设备形状,而是可重复生产、材料经验、检验文化和生命周期支持的组合。
中国制造商则经历了从早期仿制、标准化到本土化生产和部分高端应用突破的过程。当前市场呈现明显分层:高端项目更看重项目业绩和质量体系,风险较低的应用则常常更关注价格和交期。
对中国供应商而言,下一阶段更可能依赖专业化,而不是广泛模仿。更稳固的竞争力来自聚焦少数细分工况、建立真实测试数据、提升焊接自动化、记录全生命周期表现,并把服务能力延伸到设备交付之后。
采购 询价应包含什么
询价螺旋板换热器时,不应只提供流量和进出口温度。更有价值的询价资料 还应说明结垢机理、固含量、粒径、黏度曲线、腐蚀性组分、清洗方式、允许压降、目标运行周期、检验要求和材料偏好。
采购方还应要求供应商解释通道间距选择、焊缝检验、机械清洗通道、压力容器规范符合性以及相近项目业绩。这些回答往往比低报价更能反映真实能力。
小结
螺旋板式换热器不是所有换热场景的通用替代品。它更像是一种专用工具,适用于紧凑逆流传热、脏污介质适应性和长周期运行都很重要的工况。
成功项目不会只把螺旋板看成一个设备外形,而会把它作为完整工程系统评估:流动行为、焊接、成型、清洗、材料选择和服务支持必须一起判断。当这些条件匹配时,螺旋板换热器可以解决传统设备只能通过放大尺寸、频繁清洗或牺牲热回收来勉强处理的问题。