深入剖析PCHE核心技术及流程
1. 概述
1.1 技术定义和微观特征
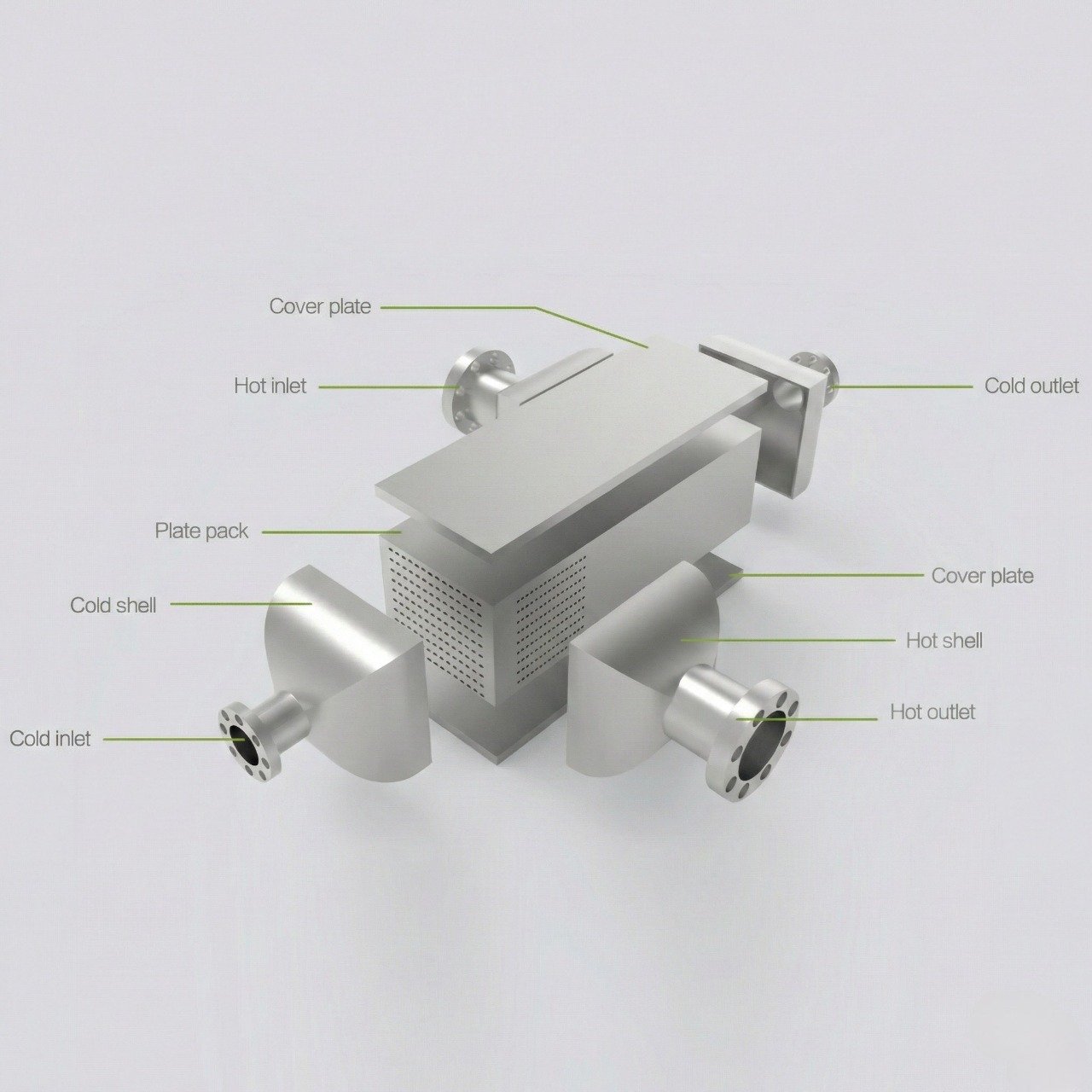
印刷电路热交换器(PCHE)代表了热交换技术从宏观结构到微观精密制造的范式转变。与传统的管壳式或板式换热器不同,PCHE 不依赖管束或橡胶垫圈进行流体隔离。相反,它是根据类似于电子行业印刷电路板 (PCB) 的制造原理制造的,通过两个核心工艺完成: 光化学蚀刻和真空扩散键合。从结构上看,PCHE 的流体通道直径通常在 0.1 mm 至 2.5 mm 之间,通道宽度在 0.2 mm 至 5 mm 之间。这种微米到毫米级的通道设计显着增加了单位体积的传热面积,传热表面积密度高达 2,500 平方米/立方米,而传统的管壳式换热器只能达到约 100 平方米/立方米。
这种紧凑性提高了 25 倍,使 PCHE 能够以管壳式单元 1/4 至 1/6 的体积实现相同的传热能力,并且重量显着减轻。
1.2 历史沿革
PCHE 技术的概念原型于 20 世纪 80 年代初出现在澳大利亚悉尼大学。研究人员试图解决传统换热器传热系数与承压能力之间的固有矛盾,提出了通过化学蚀刻在金属板上制造流体通道的概念。 1985年,Heatric在澳大利亚成立,标志着该技术正式进入商业化。
虽然最初应用于工业制冷,但其“紧凑、耐高压”的特性很快就被海上工业所接受。在海上平台的优质“甲板空间”上,PCHE 减轻的每一吨重量都意味着资本支出 (CAPEX) 的大幅减少。 1990 年,英国航空航天和国防集团 Meggitt PLC 收购了 Heatric,并将其业务迁至英国普尔。
依托美捷特的资金和技术资源,PCHE技术迅速成为海上天然气加工的标准配置,大幅提高了行业的技术门槛。
1.3 全球市场格局
长期以来,全球PCHE市场呈现寡头垄断结构。除了 Heatric 之外,瑞典的阿法拉伐 (Alfa Laval)、美国真空工艺工程公司 (VPE) 和凯络文 (Kelvion) 等少数几家公司占据了最大的市场份额。
2. 核心制造工艺和机械设计原理
PCHE 制造工艺结合了减材制造(即蚀刻)和固态连接(即扩散接合)。本节概述了这两个核心流程及其相关的机械设计原则。
2.1 光化学蚀刻(PCE):制造微观流道
通过此工艺制造 PCHE 流道会产生可忽略不计的机械应力,且无热影响区 (HAZ),这是其与冲压或机械加工的关键区别。
工艺流程分析如下: 首先,利用计算机辅助设计 (CAD) 绘制复杂的流道几何形状(例如锯齿形、蛇形或正弦图案)。接下来,将感光光刻胶涂覆到金属板(例如316L不锈钢、2205双相钢、镍基合金)的表面上。曝光和显影后,流道图案被转移到板表面上。最后,未受保护的裸露金属区域被化学蚀刻掉,形成具有半圆形或半椭圆形横截面的通道。
设计优势
化学蚀刻可去除深度和横向上的材料(底切),形成圆形、近半圆形的通道横截面,从而减少应力集中并提高对超高压的耐受性。此外,蚀刻工艺不受流道复杂性的限制。工程师可以设计具有高努塞尔数的锯齿形通道,以增强流体湍流,打破边界层,从而即使在低雷诺数下也能增强对流换热。
2.2 真空扩散接合: 原子级固态连接
扩散接合是赋予 PCHE 耐高压和极端温度的核心工艺,它代表了与钎焊板式换热器的根本区别。
机制与流程
蚀刻板根据冷热工艺流体路径交替堆叠,然后放入真空炉中。在低于母材熔点的高温下(通常是熔化温度的一小部分,取决于材料和工艺)和高机械压力,板接触表面上的原子获得足够的能量以跨晶界迁移和扩散。这一过程一般分为表面微接触、晶界迁移、气孔消除(体积扩散)和充分冶金结合四个阶段。
技术优势
- 母体金属强度保留: 扩散接合不需要中间钎料金属,也不涉及熔化,因此接合线处的微观结构实际上与母材的微观结构相同。这意味着 PCHE 本质上是一个“实心块”,其承压能力仅取决于流道韧带和侧壁的厚度,不受粘合线强度限制的限制。
- 无垫圈结构: 这种设计完全消除了橡胶垫圈(传统热交换器中最薄弱的环节),使 PCHE 能够承受 -196°C 至 850°C 的极端温度范围,而不存在因垫圈老化而导致泄漏的风险。
2.3 机械结构定义
在PCHE的机械设计中,几个关键的几何参数直接决定了承压能力和传热效率:
- 通道韧带: 相邻流道之间的未蚀刻区域,作为主要承重肋。它们的宽度必须根据设计压力通过有限元分析 (FEA) 确定。
- 剩余板厚度: 流道蚀刻后剩余的金属板的厚度,它直接决定冷热流体之间的导热距离。 PCHE 的微通道设计允许超薄的残余壁厚,从而最大限度地减少热阻。
- 区块结束和边缘: 板边缘未蚀刻的区域,指定用于焊接标头和侧板。必须预留足够的宽度,以保证足够的焊接强度。
3. PCHE的发展历史
- 启动阶段(2014-2016): 中国船舶工业集团公司 (CSSC) 牵头启动 PCHE 研发工作。2016年,公司成功研制出国内第一台样机,验证了国产刻蚀和扩散接合工艺的可行性。
- 工程应用阶段(2017-2020年): 国内PCHE已突破实验室验证进入实际应用,初步部署在布雷顿循环动力系统等高端领域。
- 商业扩张阶段(2020 年至今): 以上海板换机械设备有限公司为代表的企业不断进行技术迭代和升级,产品参数逐渐向超高压、超高温领域延伸。
4. 关键行业场景应用分析
4.1 氢能产业
氢气表现出极端的物理特性——非常难以压缩且液化温度极低——给热交换器的设计和操作带来了双重挑战。
加氢站预冷系统
为了满足70 MPa高压快速加油标准,换热器必须承受100 MPa的设计压力,同时适应频繁的压力循环工况。传统的钎焊板式换热器在循环压力载荷下极易破裂和失效。以上海板换机械设备有限公司为代表的厂家推出的PCHE额定设计压力高达100MPa,其全扩散结合结构具有优异的抗疲劳性能,非常适合这种苛刻的工况。
液氢供应链
在液氢汽化器应用中,PCHE 必须承受超低低温。扩散粘合结构消除了垫片泄漏的风险,使其成为少数能够在此温度区域稳定运行的紧凑型设备之一。
4.2 先进动力系统
超临界二氧化碳(sCO2)发电被视为下一代火电和聚光太阳能发电的核心。在相同高温热源条件下,其效率比蒸汽朗肯循环高3-5个百分点。该循环中的换热器在高温(500-700°C)和高压(20-30 MPa)环境下运行。扩散接合结构可在 600°C 以上保持高压强度。
此外,微通道设计可以有效应对超临界流体在伪临界点附近物理性质的剧烈变化。
4.3 核能工程
在第四代核反应堆(例如高温气冷堆(HTGR))和聚变反应堆(ITER/CFETR)中,PCHE 用作冷却系统的中间热交换器(IHX)。微通道 PCHE 已被广泛研究,并被视为 CFETR 相关功率转换系统和热水力验证回路中中间热交换器 (IHX) 的候选者。扩散键合形成的原子级键合界面对氦气等小分子气体具有优异的密封性能,满足严格的核级安全标准。
5. 结论与展望
PCHE 代表了热力设备制造技术的一次飞跃。通过光化学蚀刻和真空扩散接合工艺的集成,在微观尺度上实现了对流体流动和传热的精确控制,同时宏观结构保持了与基材相当的机械强度。
以上海板换机械设备有限公司为代表的中国企业已具备100MPa超高压、850℃超高温产品制造能力,并在天然气、氢能、超临界二氧化碳布雷顿循环系统等领域实现了规模化工程应用。当然,在超紧凑性(减重优化)和防堵塞运维技术方面还有改进的空间。
随着材料科学(如高温镍基合金)和流道优化设计的不断突破,PCHE必将在全球能源系统向低碳化转型过程中发挥不可替代的基石作用。