In-depth Analysis of the Core Technologies and Processes of PCHE
1. Overview
1.1 Technical Definition and Microscopic Features
Printed Circuit Heat Exchanger (PCHE) represents a paradigm shift in heat exchange technology from macroscopic structures to micro-scale precision manufacturing. Unlike conventional shell-and-tube or plate heat exchangers, PCHE does not rely on tube bundles or rubber gaskets for fluid isolation. Instead, it is manufactured using principles similar to printed circuit boards (PCBs) in the electronics industry through two core processes: photochemical etching and vacuum diffusion bonding.
Structurally, PCHE fluid channels typically range from 0.1 mm to 2.5 mm in diameter, with channel widths between 0.2 mm and 5 mm. This micron-to-millimeter channel design significantly increases heat transfer area per unit volume, with heat transfer surface area density up to 2,500 m²/m³, while conventional shell-and-tube heat exchangers reach only about 100 m²/m³.
This 25-fold improvement in compactness enables PCHE to deliver the same heat transfer capacity with only 1/4 to 1/6 the volume of a shell-and-tube unit, while significantly reducing weight.
1.2 Historical Evolution
The conceptual prototype of PCHE technology emerged in the early 1980s at the University of Sydney in Australia. Researchers sought to solve the inherent contradiction between heat transfer coefficient and pressure-bearing capability in conventional heat exchangers, proposing chemical etching on metal plates to manufacture fluid channels. In 1985, Heatric was founded in Australia, marking the formal commercialization of the technology.
Although first applied in industrial refrigeration, its compact and high-pressure-resistant characteristics were quickly adopted by the offshore industry. On premium deck space of offshore platforms, each ton of weight saved by PCHE translates into substantial capital expenditure (CAPEX) reduction. In 1990, Meggitt PLC acquired Heatric and relocated operations to Poole, UK.
With Meggitt's capital and technical resources, PCHE technology rapidly became a standard configuration for offshore natural gas processing and significantly raised the industry's technical threshold.
1.3 Global Market Landscape
For a long time, the global PCHE market has had an oligopolistic structure. In addition to Heatric, a small number of companies such as Alfa Laval in Sweden, Vacuum Process Engineering (VPE) in the United States, and Kelvion have occupied most of the market share.
2. Core Manufacturing Processes and Mechanical Design Principles
PCHE manufacturing combines subtractive manufacturing, namely etching, with solid-state joining, namely diffusion bonding. This section outlines these two core processes and their related mechanical design principles.
2.1 Photochemical Etching (PCE): Manufacturing Microscopic Flow Channels
Manufacturing PCHE flow channels through this process creates negligible mechanical stress and no heat-affected zone (HAZ), which is a key distinction from stamping or mechanical machining.
The process is as follows: first, computer-aided design (CAD) is used to draw complex flow channel geometries, such as zigzag, serpentine, or sinusoidal patterns. Next, a photosensitive photoresist is coated onto metal plates such as 316L stainless steel, 2205 duplex steel, or nickel-based alloys. After exposure and development, the flow channel pattern is transferred onto the plate surface. Finally, unprotected bare metal areas are chemically etched away, forming channels with semi-circular or semi-elliptical cross sections.
Design Advantages
Chemical etching removes material in both depth and lateral directions, creating rounded, near-semicircular channel cross sections that reduce stress concentration and improve tolerance to ultra-high pressure. The etching process is also not limited by flow channel complexity. Engineers can design zigzag channels with high Nusselt numbers to enhance turbulence, break the boundary layer, and strengthen convective heat transfer even at low Reynolds numbers.
2.2 Vacuum Diffusion Bonding: Atomic-Level Solid-State Joining
Diffusion bonding is the core process that gives PCHE high-pressure and extreme-temperature resistance, and it is the fundamental difference from brazed plate heat exchangers.
Mechanism and Process
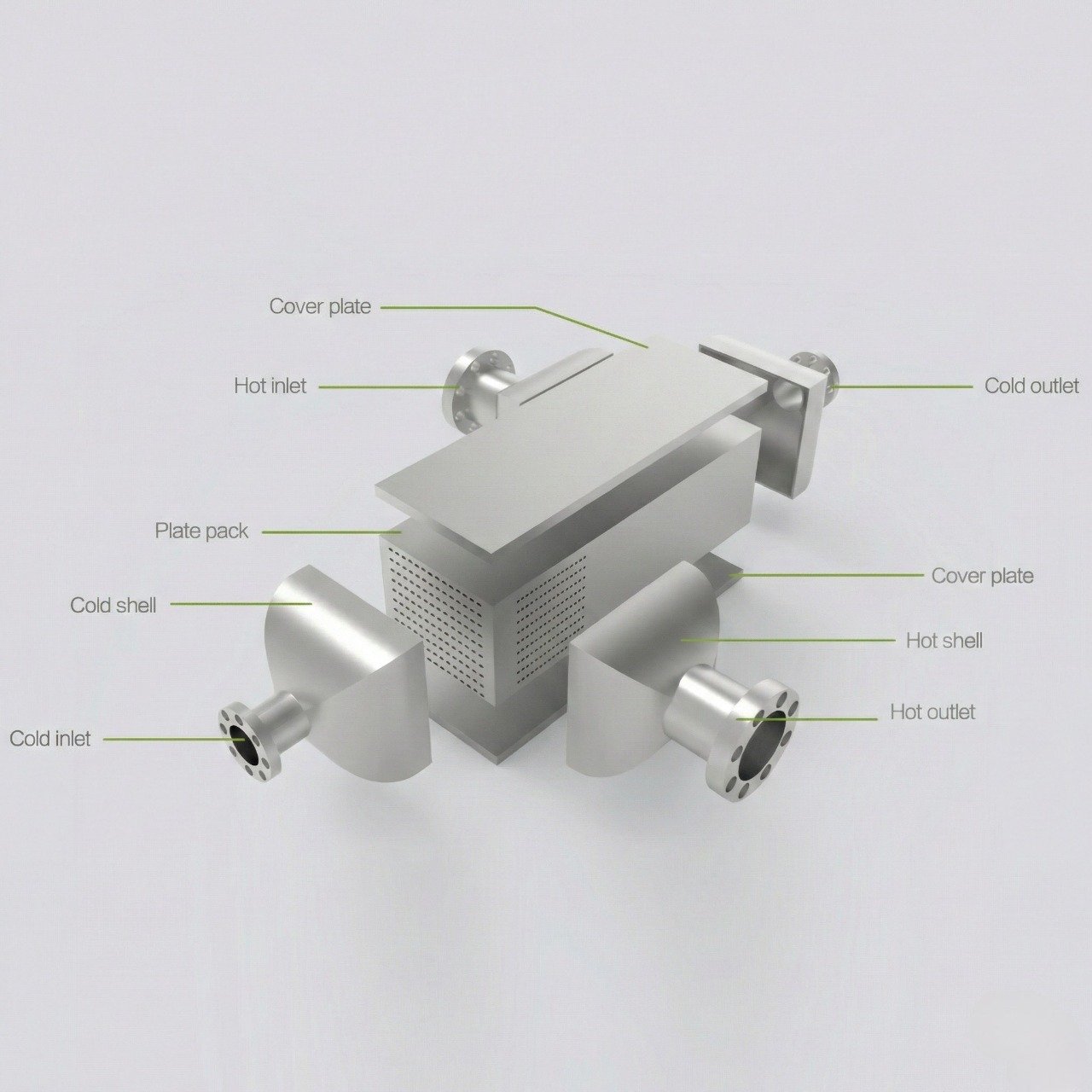
Etched plates are stacked alternately according to hot and cold process fluid paths and then placed into a vacuum furnace. Under high temperature below the melting point of the base material and high mechanical pressure, atoms on the plate contact surfaces gain enough energy to migrate and diffuse across grain boundaries. The process generally includes four stages: surface micro-contact, grain boundary migration, pore elimination through volume diffusion, and full metallurgical bonding.
Technical Advantages
- Parent metal strength retention: Diffusion bonding does not require intermediate brazing filler metal and does not involve melting. Therefore, the microstructure at the bonding line is essentially the same as that of the base material. PCHE is essentially a solid block, and its pressure-bearing capacity depends only on the thickness of flow channel ligaments and side walls, not on bond line strength limitations.
- Gasket-free structure: This design completely eliminates rubber gaskets, the weakest link in conventional heat exchangers, enabling PCHE to withstand -196°C to 850°C without leakage risk caused by gasket aging.
2.3 Mechanical Structure Definition
In PCHE mechanical design, several key geometric parameters directly determine pressure-bearing capacity and heat transfer efficiency:
- Channel ligaments: The unetched regions between adjacent flow channels, serving as the main load-bearing ribs. Their width must be determined by finite element analysis (FEA) according to design pressure.
- Residual plate thickness: The metal thickness remaining after flow channel etching, which directly determines the heat conduction distance between hot and cold fluids. PCHE microchannel design allows extremely thin residual wall thickness, minimizing thermal resistance.
- Block ends and margins: The unetched regions at the plate edges, reserved for welding headers and side plates. Sufficient width must be reserved to ensure adequate welding strength.
3. Development History of PCHE
- Inception phase (2014-2016): China State Shipbuilding Corporation (CSSC) led PCHE R&D work. In 2016, the company successfully developed the first domestic prototype, verifying the feasibility of domestic etching and diffusion bonding processes.
- Engineering application phase (2017-2020): Domestic PCHE moved from laboratory validation into practical application, initially deployed in Brayton cycle power systems and other high-end fields.
- Commercial expansion phase (2020 to present): Companies represented by Shanghai Heat Transfer Equipment Co., Ltd. have continued technical iteration and upgrades, gradually extending product parameters toward ultra-high pressure and ultra-high temperature.
4. Application Analysis in Key Industrial Scenarios
4.1 Hydrogen Energy Industry
Hydrogen has extreme physical properties: it is very difficult to compress and has an extremely low liquefaction temperature. These characteristics create dual challenges for heat exchanger design and operation.
Hydrogen Refueling Station Pre-Cooling Systems
To meet the 70 MPa high-pressure fast-refueling standard, heat exchangers must withstand 100 MPa design pressure while adapting to frequent pressure cycling. Traditional brazed plate heat exchangers are highly prone to cracking and failure under cyclic pressure loads. PCHE products represented by Shanghai Heat Transfer Equipment Co., Ltd. are rated up to 100 MPa, and their fully diffusion-bonded structure provides excellent fatigue resistance, making them suitable for this demanding condition.
Liquid Hydrogen Supply Chain
In liquid hydrogen vaporizer applications, PCHE must withstand ultra-low cryogenic temperatures. The diffusion-bonded structure eliminates gasket leakage risk, making it one of the few compact devices capable of stable operation in this temperature range.
4.2 Advanced Power Systems
Supercritical carbon dioxide (sCO2) power generation is regarded as a core technology for next-generation thermal power and concentrated solar power. Under the same high-temperature heat source conditions, its efficiency is 3-5 percentage points higher than that of the steam Rankine cycle. Heat exchangers in this cycle operate in high-temperature (500-700°C) and high-pressure (20-30 MPa) environments. Diffusion-bonded structures can maintain high-pressure strength above 600°C.
In addition, microchannel design can effectively handle the dramatic physical property changes of supercritical fluids near the pseudo-critical point.
4.3 Nuclear Energy Engineering
In Generation IV nuclear reactors, such as high-temperature gas-cooled reactors (HTGR), and fusion reactors such as ITER/CFETR, PCHE is used as an intermediate heat exchanger (IHX) for cooling systems. Microchannel PCHE has been widely studied and considered a candidate for IHX use in CFETR-related power conversion systems and thermal-hydraulic validation loops. The atomic-level bonding interface formed by diffusion bonding has excellent sealing performance for small-molecule gases such as helium and meets strict nuclear-grade safety standards.
5. Conclusion and Outlook
PCHE represents a leap in thermal equipment manufacturing technology. By integrating photochemical etching and vacuum diffusion bonding, it achieves precise control of fluid flow and heat transfer at the microscopic scale, while the macroscopic structure maintains mechanical strength comparable to the base material.
Chinese companies represented by Shanghai Heat Transfer Equipment Co., Ltd. have developed manufacturing capability for 100 MPa ultra-high-pressure and 850°C ultra-high-temperature products, and have achieved large-scale engineering applications in natural gas, hydrogen energy, and supercritical carbon dioxide Brayton cycle systems. There is still room for improvement in ultra-compact design, weight reduction optimization, and anti-blockage operation and maintenance technology.
With ongoing breakthroughs in materials science, such as high-temperature nickel-based alloys, and flow channel optimization, PCHE will play an irreplaceable foundational role in the global energy system's transition toward low carbon.